
Disoluciones acuosas alcalinas
Las disoluciones acuosas alcalinas son consideradas como unas de las mejores alternativas a los hidrocarburos clorados. Diferentes estudios muestran que es técnicamente factible realizar entre el 80 y el 90 % de las aplicaciones de limpieza de superficies metálicas con este tipo de disoluciones.
Consisten en una mezcla de diferentes sales de sodio o de potasio con detergentes (surfactantes) y aditivos como éteres de glicol, y quelantes. Tienen la capacidad de eliminar tanto contaminantes orgánicos como inorgánicos adheridos a las superficies metálicas5.
La mayoría de estas disoluciones tienen un punto de ebullición similar al del agua, alrededor de 100 ºC, lo que permite realizar el proceso de desengrase a temperaturas elevadas aumentado así su efectividad. No tienen punto de inflamación, y puesto que no son inflamables, representa una ventaje sobreañadida a las mencionadas.
Hay una gran variedad de estas disoluciones disponibles comercialmente que pueden diferir en su composición así como en sus concentraciones. Su selección depende en gran medida del tipo de metal, el proceso de desengrase disponible y el grado de la limpieza que se requiere obtener. Incluso existen productos con formulaciones diseñadas específicamente para la eliminación de un determinado aceite o grasa adherida a la superficie de determinadas piezas metálicas utilizando un determinado proceso de desengrase6.
Los compuestos químicos que se suelen encontrar en disoluciones alcalinas son:
Para las empresas que se dedican a gran escala a la limpieza de metales sería relativamente fácil cambiar el uso de hidrocarburos clorados por estas disoluciones acuosas. Más difícil puede ser para pequeños talleres especialmente aquéllos que tienen operaciones de desengrase muy variado e irregular, ya que requerirían el uso de varias disoluciones acuosas en lugar de un solo producto. Ello contrasta con, por ejemplo, los hidrocarburos clorados que son desengrasantes de amplia versatilidad. Además, las exigencias ambientales referentes a la eliminación de estas disoluciones pueden ser de difícil cumplimiento por parte de estos talleres.
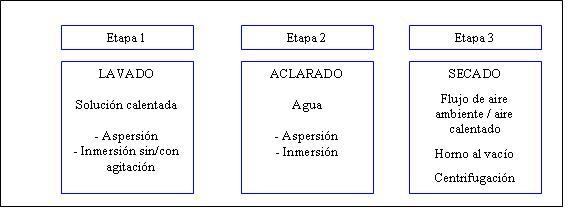
El proceso de limpieza utilizando disoluciones alcalinas normalmente requiere 3 etapas. (ver figura 1). La primera consiste en la aplicación de disoluciones alcalinas, bien mediante la inmersión, con o sin agitación, bien mediante la aspersión, o una combinación de ambos procesos.
Normalmente las concentraciones de las disoluciones alcalinas pueden reducirse cuando se trabaja a temperaturas más altas puesto que la temperatura elevada mejora la eficiencia de la limpieza. Las disoluciones alcalinas suelen aplicarse a temperatura entre 50º y 90ºC.
La siguiente etapa es el aclarado con agua por aspersión para eliminar todos los posibles restos de detergentes. Si el agua presenta una elevada dureza y según los requerimientos de limpieza, podría ser necesario utilizar agua deionizada para prevenir el punteo en las piezas. La última etapa es el secado mediante el flujo laminar de aire, eventualmente a alta presión, a temperatura ambiente o calentado. En el caso de que el aire esté contaminado con sustancias o partículas que puedan afectar la calidad de la pieza, será necesario filtrarlo previamente. También se pueden secar las piezas en un horno al vacío. Bajando la presión se reduce el punto de ebullición del líquido y consecuentemente se favorece la evaporación del mismo. Otra opción es la centrifugación de las piezas.
Figura 1: La configuración del proceso de desengrase con disoluciones acuosas alcalinas3
Toxicidad
Considerando que no hay estudios sobre la toxicidad de estos productos y dada la compleja composición de los mismos, se mostrará la toxicidad de los compuestos químicos más representativos del grupo de sustancias que forman dichas disoluciones.
Bibliografia
- Hindin B, Venresca C. Metal-Detergent / Cleaner Compatibilty. Govt Reports Announcements & Index (GRA&I), Issue 20, 1996
- D’Ruiz CD. Aqueous clearing as an alernative to CFC and chlorinated solvent-based clearing. Park Ridge, NJ: Noyes Publications; 1991
- Bird, RW, Donahue BA. Aqueous alkaline cleaners: An alternative to organic solvents. U.S. Army Corps of Engineers Construction Engieneering Research Laboratorios.,Technical Report EP-93/05. Champaign, ILL, 1993
- Kodres, CA, Polly, DR, Hoffard, TA, Anguiano GD. Surface Quality Impact of Replacing Vapor Degreasers with Aqueous Immersion Systems. Govt Reports Announcements & Index (BRA&I). Issue 16, 1997
- Environmental Protection Agency. Alternatives to Chlorinated Solvents for Cleaning and Degreasing. EPA Guide to Cleaner Tecnologies. EPAl6251R-931016, 1994
- Thomas KB, Ellenbecker M. Evaluation of Alternative to Chlorinated Solvents for Metal Cleaning. Govt Reports Announcements & Index (GRA&I), Issue 15, 1997
- ASM Metals Handbook ASM. Surface Engineering. Volume 5. ASM International Handbook Committee Materials Park, Ohio: 10a ed. ASM Internacional. 2002